

杏彩体育:工业机器人RV减速器的偏心轴研究与实现
来源:杏彩体育APP下载 作者:杏彩体育官网入口,并对偏心运动方式进行验证。同时在偏心圆加工理论分析的基础上对减速器开展试验研究,在GSK986
热线电话: 0574-62199599
产品视频
产品明细
,并对偏心运动方式进行验证。同时在偏心圆加工理论分析的基础上对减速器开展试验研究,在GSK986
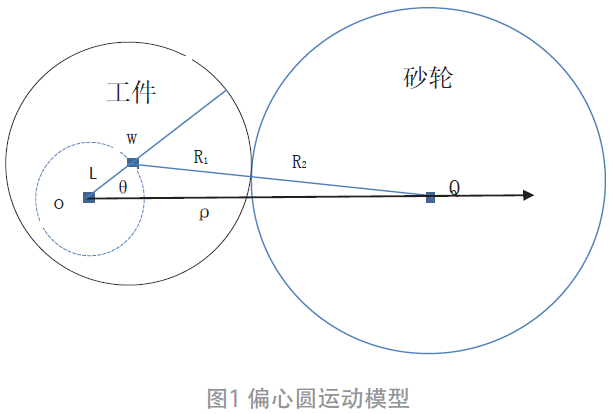
如图1,工件以恒定角速度围绕偏离圆心W 距离为L 的一点O 为轴心旋转。由图1 模型可知,O 为工件旋转的轴心,工件中的虚线圆则为工件圆心W 绕轴心旋转的轨迹,W点是工件某时刻旋转θ 角度后的圆心位置。工件的偏心距为L,砂轮与工件的接触点即磨削点在砂轮中心Q 与偏心圆工件圆心W 的连线上,且两点间的距离始终为R1+R2,极点到砂轮中心Q 的距离为ρ ,在三角形OWQ中,根据三角函数的余弦定理得出式(1),砂轮圆心Q的运动轨迹即为偏心圆运动。由式(2)可知,轴旋转角度θ ,轴心到砂轮圆心ρ ,它们的轨迹为圆心在(L,0)上的半径为R1+R2的圆。故原模型可变换为圆心在(L,0)上半径为R1+R2的圆的插补。

如果采用逐点比较法,计算方法有两种:第1 种方案已知工件的旋转角速度,即认为工件旋转轴C 轴是按照固定的角速度旋转,而砂轮轴X 轴跟随C 轴做水平运动。根据式(2)可以算出不同旋转角度下的X 的值,ρ 的值即为X 的值:

如果直接使用式(3)来计算,则在1 个插补周期中要计算三角函数,又要计算平方,又要计算开方,GSK986 系统的DSP 处理器很可能会忙不过来:如果在保证精度的情况下,采用自行编写的三角函数计算,需要20 000 多个指令周期,超过了1 ms 插补周期,如果采用自带的三角函数,计算精度只能到达小数点后5位,而且也需要接近6 000 个指令周期。第2 种方案是假定工件按照一定的线速度转动的,然后根据数学关系算出θ 和ρ 。在这种情况下,可以使用原有的圆弧插补方法,把图1 轨迹的各个插补点算出来,然后根据公式
算出ρ 的值,而后也可以通过反三角函数的方式求出θ 角。如果使用这种方法,TI 公司开发的新型浮点DSP 芯片TMS320C6713 在原有圆弧插补的计算基础上进行多计算开方,以及反三角函数的计算,效果也不理想。
根据偏心圆运动方程(2)在插补前预先计算出一系列插补点(θi,ρi)。插补时,C 轴根据角度θ


。由于要求磨削轮廓精度必须达到1 μm之内,当偏心圆转动半径L 为5 mm ,砂轮半径R2 为300 mm,工件半径R1 为15 mm ,把这些参数输入到误差计算公式,即
根据式(4)(5),要达到要求的轮廓精度,每个插补周期 C 轴的转动角度必须≤0.001°。C 轴转动180°,我们需要预先计算18 万个点。这就会导致2 个问题:运算量大;这些点占用大量的系统存储空间。所以必须简化如下:
1)将上次查补时的砂轮坐标点O(ρ0,θ0) ,与新查补位置的砂轮坐标点O′(ρ1,θ1) , 分别代入式(2),通过约简可得到(其中Δρ 为砂轮每次查补位移量, ρ0为砂轮上次查补位置):
图2 中,RI:工件半径;RK:砂轮半径;I:偏心距;O:工件转动轴心;Os :砂轮轴心;Ow :工件圆圆心;P:切削点。P 点坐标如下:
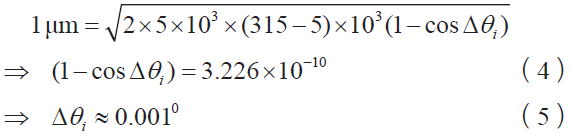
图3 中,磨削从A 点开始,当工件绕着轴心转动90° 时,磨削刀B 点转动180° 时,磨削刀C 点转动270° 时,磨削到D 点,从图3 中可以明显看出,转过同样的角度,弧线AB 明显大于弧线BC,即单位时间内磨削率是不相等的,AB段磨削多一点,BC段磨削少一点。这也和磨削工件测量结果表现一致(如图4 所示)[5]。
由于磨削过程速度不均匀,导致的另外一个问题是受力不均匀。由磨削原理可知当量磨削厚度有如下关系:
一般在普通外圆磨削时, vw 、vs 、ap 三个量都是保持不变的,即当量磨削厚度在磨削过程中保持不变,所以外圆磨削有很高的精度。因此,我们可以把偏心圆磨削转化为普通外圆磨削,同样要求磨削过程中当量磨削厚度保持不变,即

如图5 所示,在偏心圆磨削过程中,运动过程包括:①工件圆心ow 绕轴心o 的运动,平均角速度为ωw ,平均线速度为vo ;②砂轮轴心在os 方向上的往复运动,速度为vx ;③砂轮旋转运动,角速度为ωs 。为了把偏心圆磨削过程转化为普通外圆磨削过程,建模过程中假设工件圆心ow 静止不动,而砂轮轴心os 绕着工件圆心转动,线速度为vt 。当砂轮轴心从os 转动到os1 时,偏心圆上磨削点从点A 磨削到点A1,,对应角度ϕ ,砂轮上磨削点从点A1 到A2,对应角度为β 。在这一过程中,工件上切削点线速度为:
加工流程如下:回零(工件主轴回零) → 修整砂轮→ 试磨(调锥度) → X 向对刀(通过磨削圆柱棒得到尺寸对刀)→ 安装工件,Z 向对刀→ 粗磨(先右后左)→ 修砂轮→ 精磨→ 尺寸控制(精磨);目前机床加工圆柱棒精度控制在±0.001 mm ;加工偏心轴工件精度误差在±0.002 mm 。仍有待研究的技术问题:工件主轴-尾座的中轴线与砂轮轴轴线的平行误差;工件主轴顶针旋转的跳动误差;工件装夹的误差影响。
工业机器人的设计要求,现在安装在广州数控RB06 搬运机器人上。以上偏心轴加工方案为实现工业机器人RV 减速器的国产化和产业化做出了应有的贡献。

